
换向冲击的产生应考虑玻璃纤维整流罩模压成型液压机系统中存在剩余压力的可能。在剪刀移动时,剩余压力直接释放,并进入剪刀液压缸中产生冲击力。现场经反复实验确认,在一个挤压周期中,主柱塞挤压作业完成,4号阀块换向至截止位,图1—42中挤压筒向右退行,露出残料和挤压垫,这一动作应降低共用管路中的压力。但实际情况是剪刀向上返回时仍存在很大冲击,而挤压筒液压缸移动时亦存在极限换向冲击现象,说明共用管路内的压力没有卸荷(图1—43中粗实线)。此压力由主泵溢流阀卸荷时间滞后于4、5号阀的关闭时间所造成,并且1号阀块中的单向阀15在溢流阀14卸荷时自锁,造成虽主泵卸荷,但共用管路中压力并未卸荷。此为玻璃纤维整流罩模压成型液压机液压元件使用不当所致。
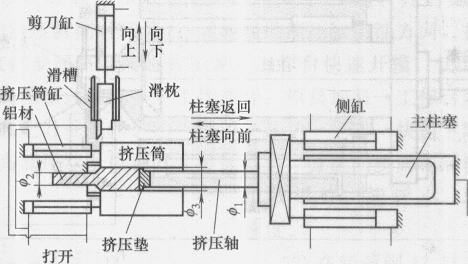
玻璃纤维整流罩模压成型液压机执行元件位置图
解决办法:
剪刀行至下极限位置、向上返回前,用PLC控制各电磁溢流阀卸荷时间如下:3号阀块和侧缸及主柱塞缸卸荷阀37同时得电卸荷ls(时间依据现场实验确定),玻璃纤维整流罩模压成型液压机三台主泵溢流阀同时卸荷1s。采用上述控制后,剪刀由下极限返翅的液压冲击现象消除,问题得到解决。